3D-Printing |
HOME |
We thrive on thinking about new 3D printing technologies. Here we give you a glimpse on our findings.
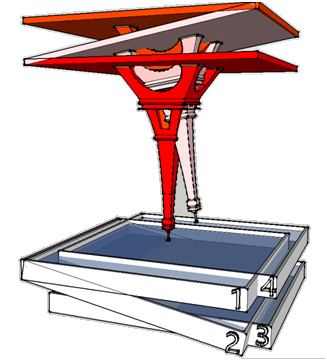 |
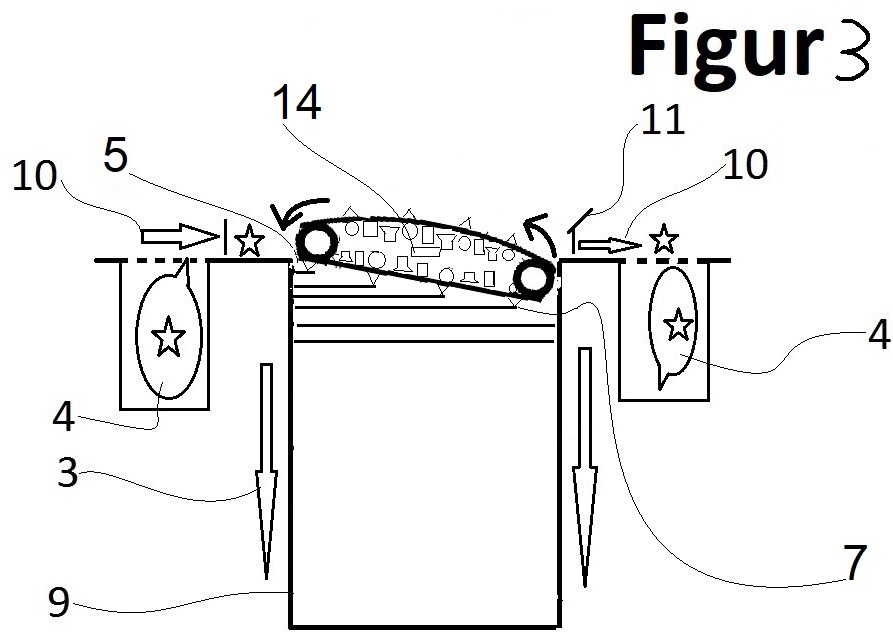
Peeling Mechanism for 3D SLA Printer DE102014114333 A1 |
|
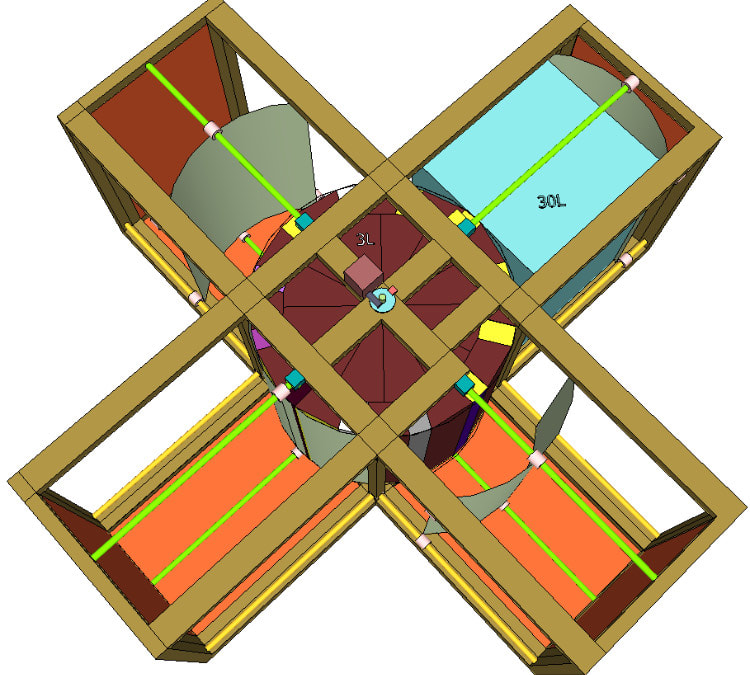 |
Drum Printer E102014019392.6 |
|
 |
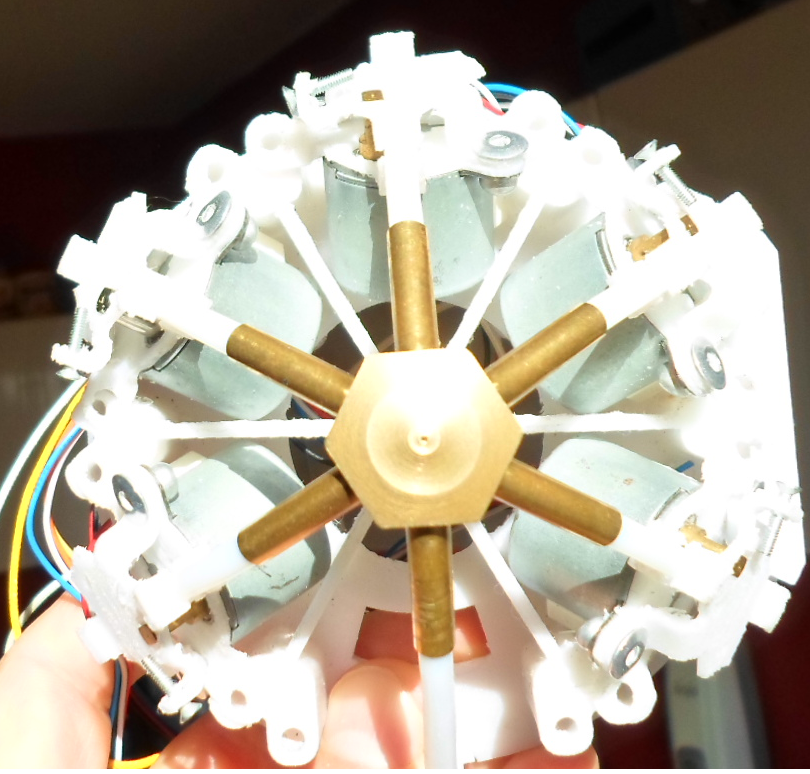
Giant Printer -Turning Valve Print-head DE102015016823.1 |
|
|
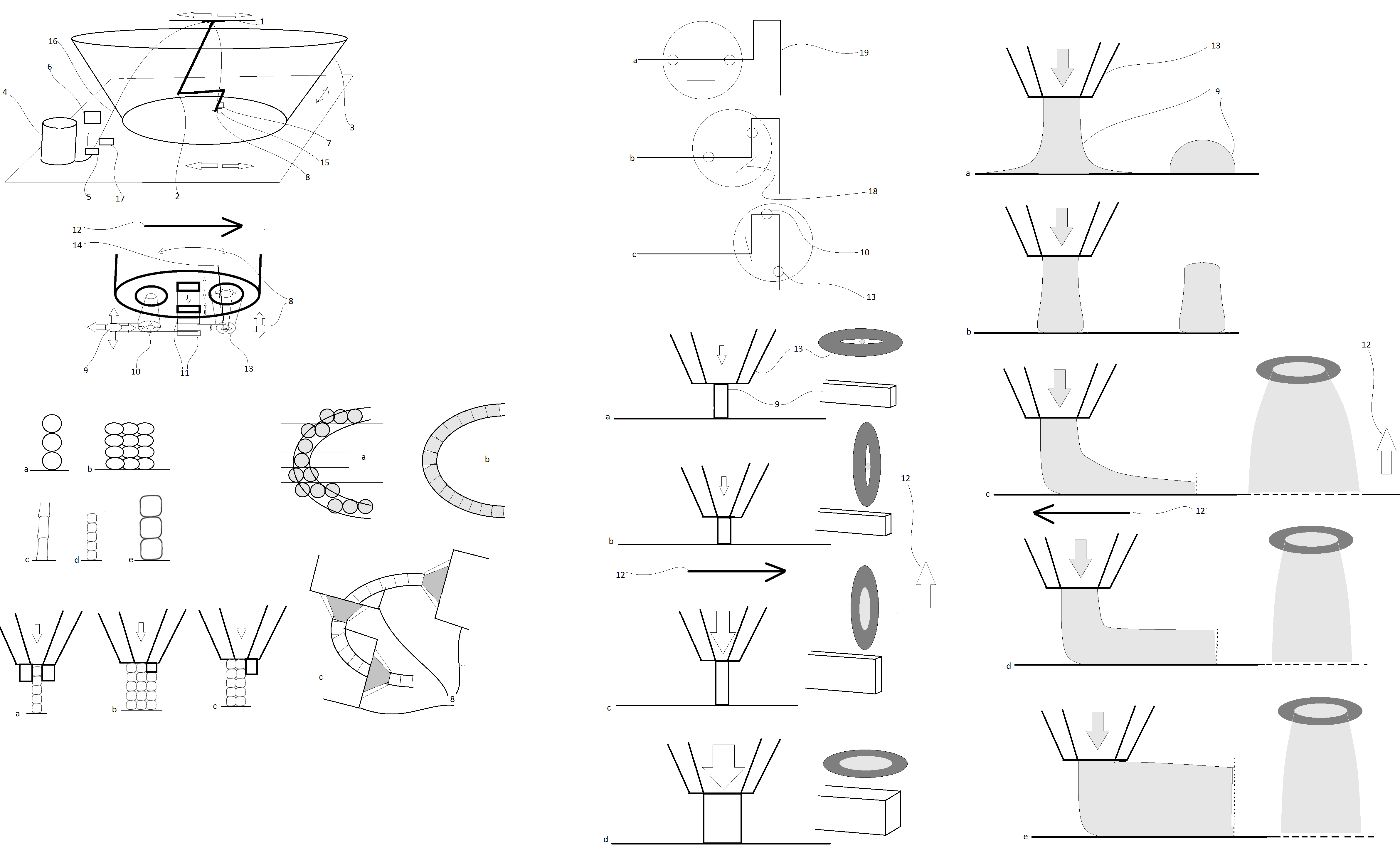
Fast and Continuously Printing Full Color Multi Material 3D SLS Printer DE102016002598.0 |
|
 |
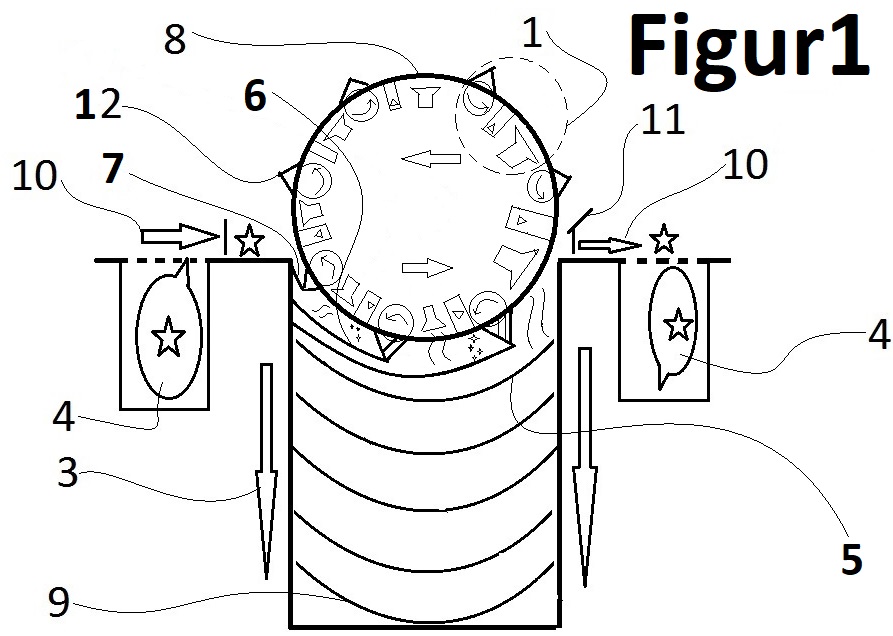
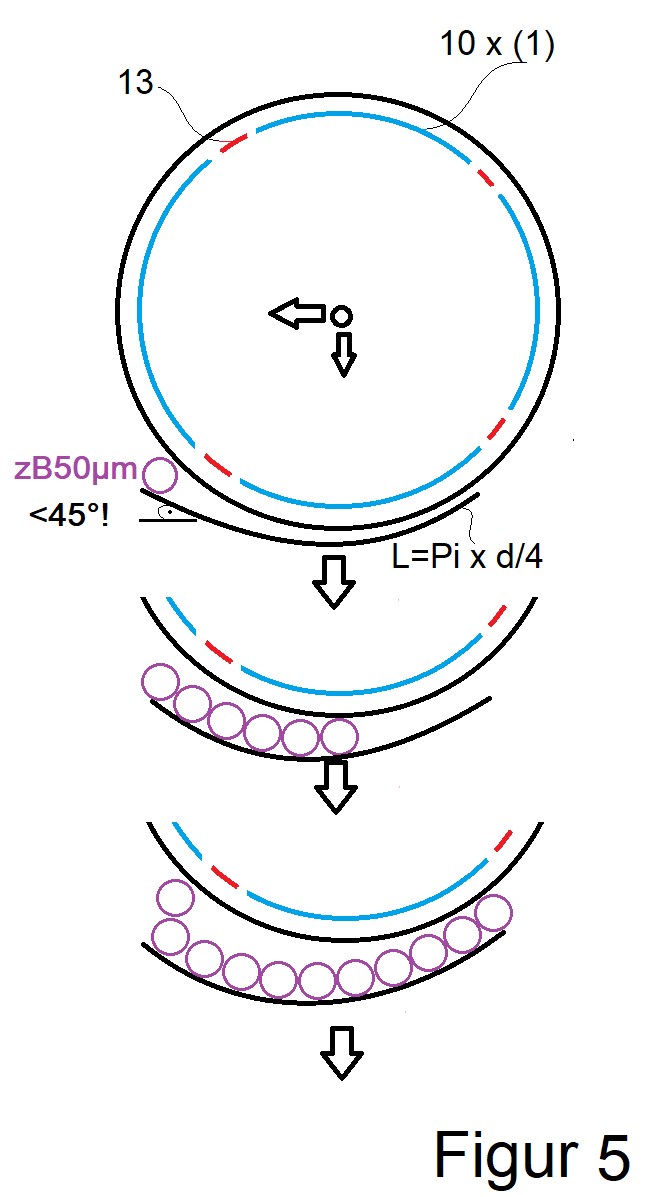
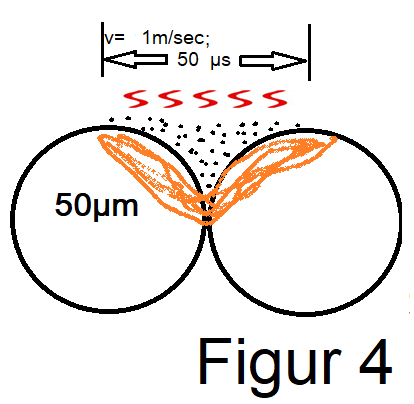
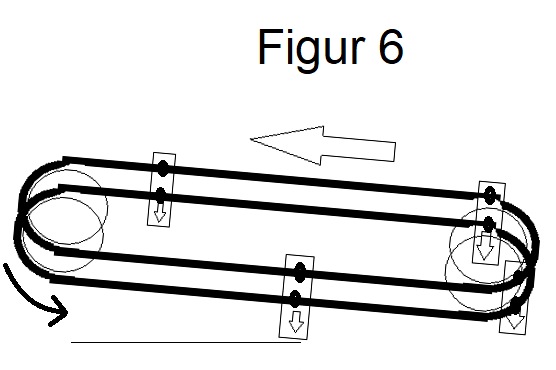
feststofftrommeldrucker DE102016015617.1 |
|
|
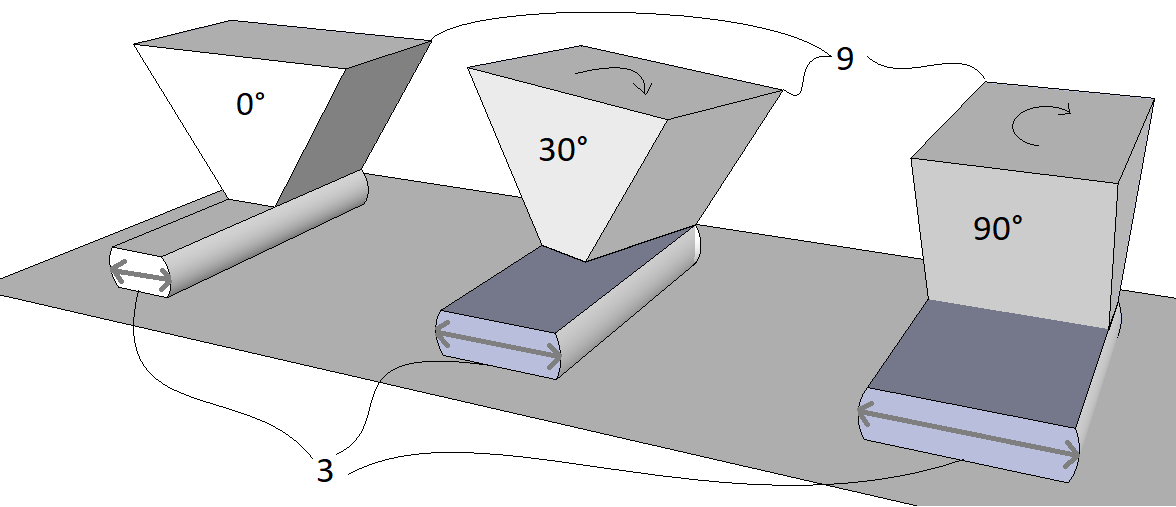
variable fdm düse DE102017012061.7 |
|
 |
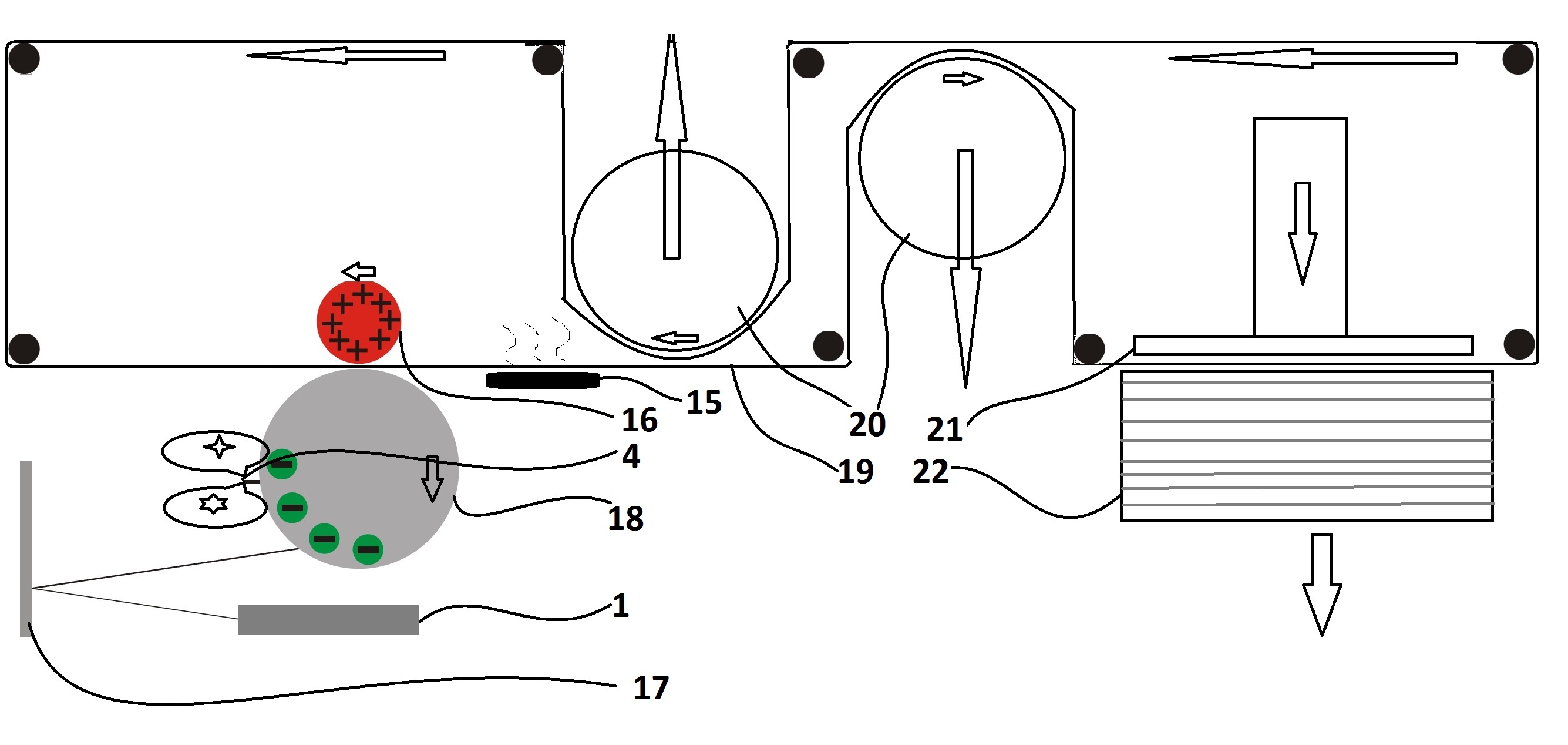
continuous hss print DE102018006091.9 |
|
|
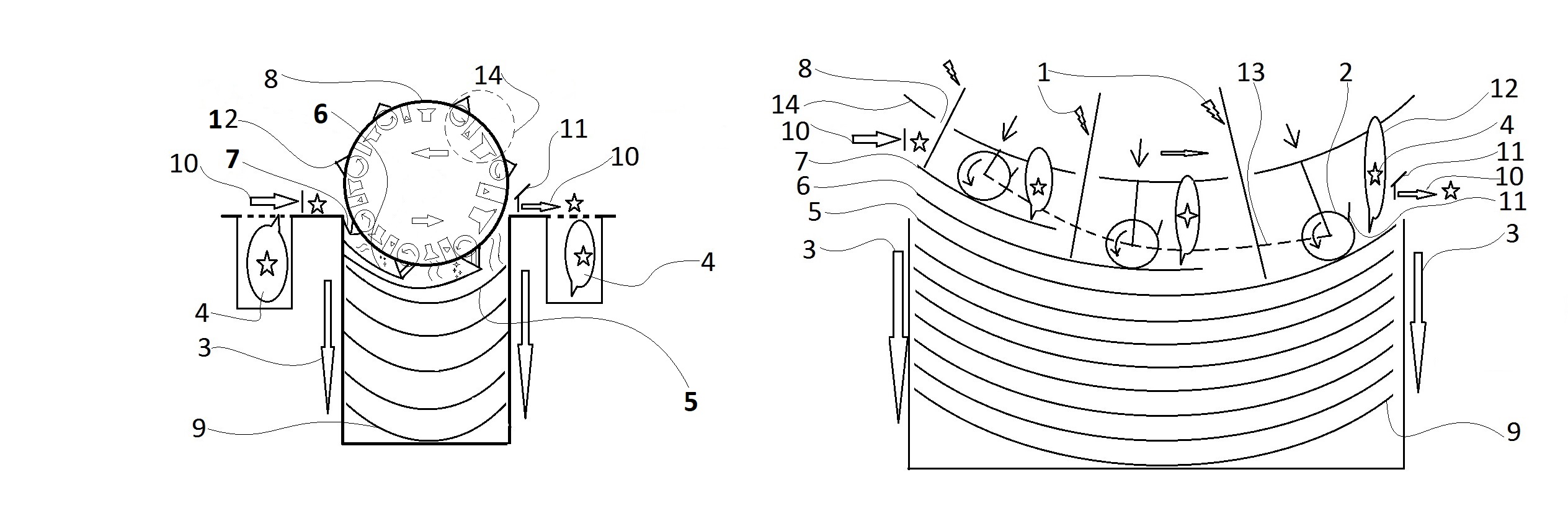
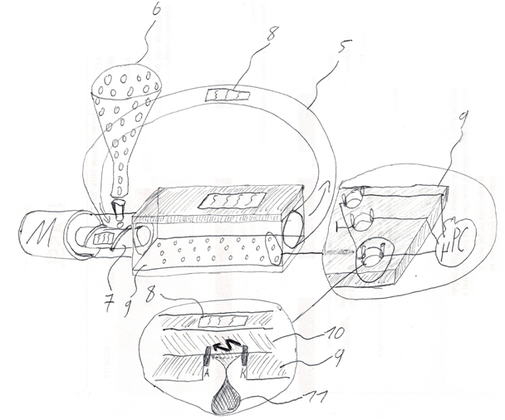
Hyperfusion 1 DE102018008594.6 |
|
|
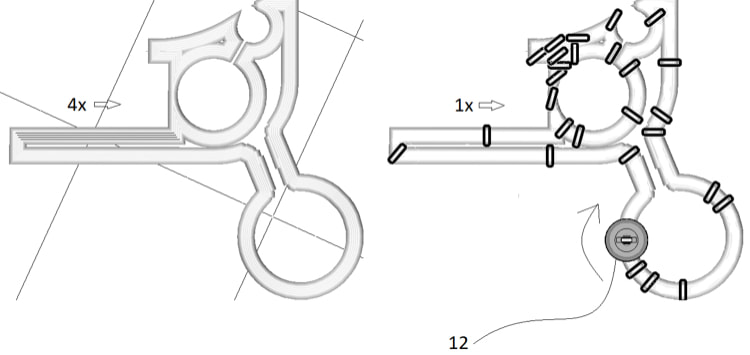
Hyperfusion 2 carousel DE102018010015.5 |
|
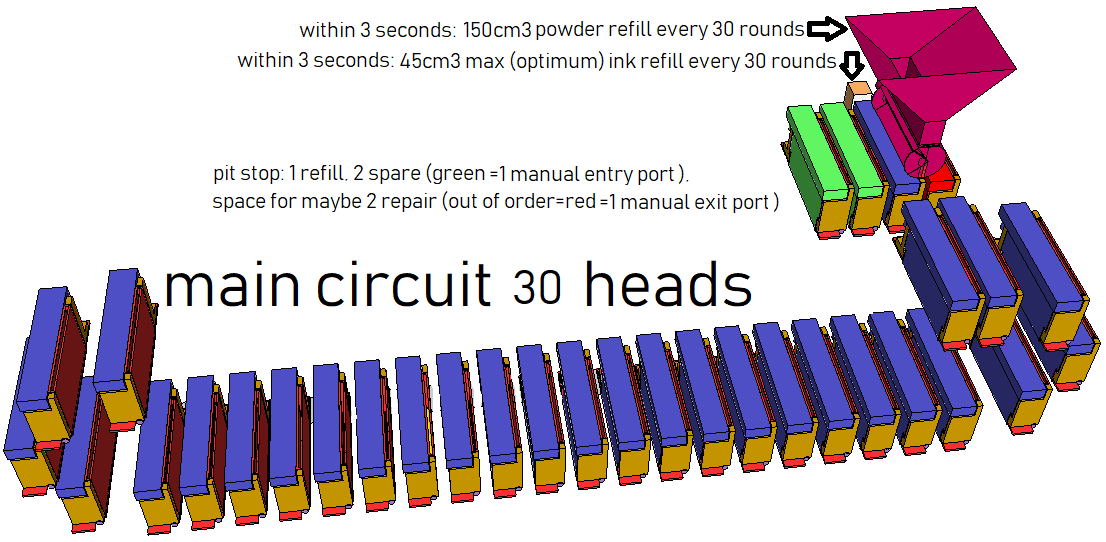 |
Hyperfusion 3 hot carousel DE102019002299.8 |
|
 |
6-Filament Print Head
|
|
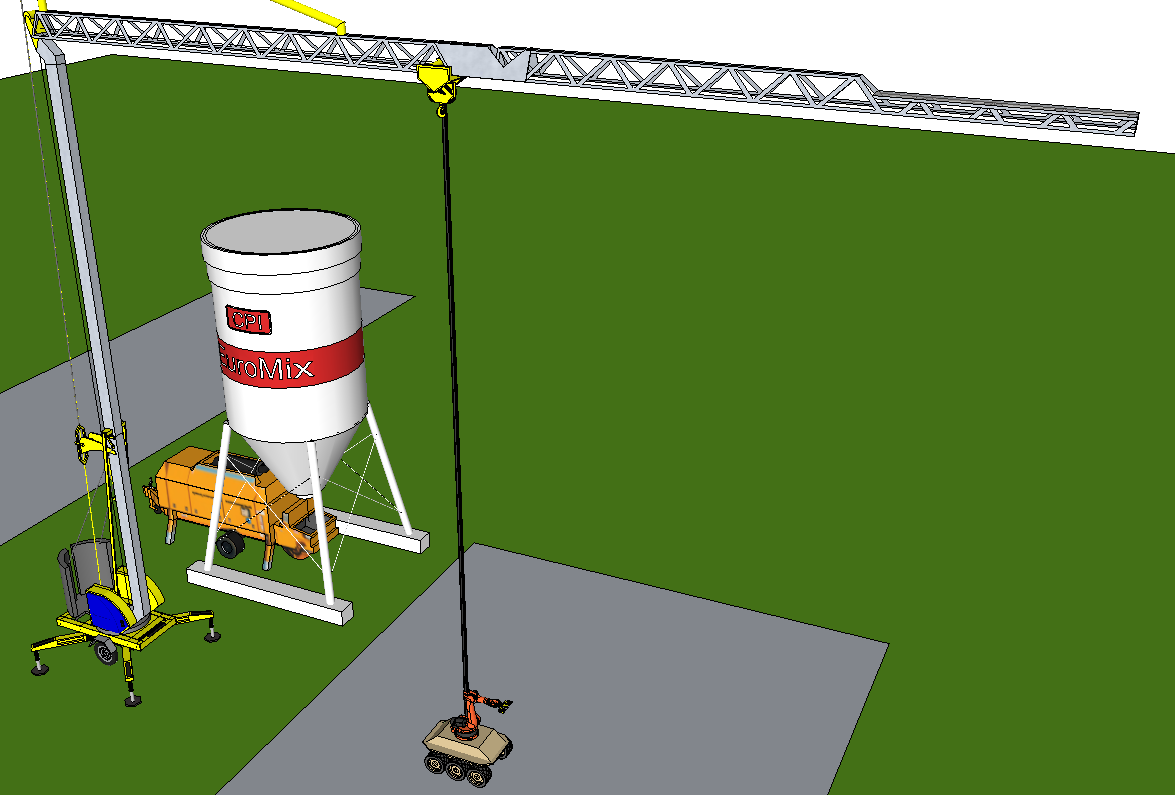 |
House Printer
|
|